
PCD center point for machining high precison shaft
The advantages of PCD dead centers
? Ultra-high wear resistance, service life of 80-180 times that of hard alloy center.
? Good thermal conductivity, reduce the friction heat grnerated in the work and avoid the central hole of the workpiece being burned and deformed, causing changes in the central position and affecting the machining accuracy.
? The friction coefficient is much lower which cangreatly reduce the friction resistance. And the vibration of workpiece, to improve the processing accuracy.
? Polycrystalline diamond under 650° showed good chemical inertness, resistant to strong acid, alkali, suitable for all kinds of operating mode under the condition of work.
|
Type |
D2 |
D4 |
H1 |
L3 |
thread |
L1 |
L2 |
L2-l1 |
|
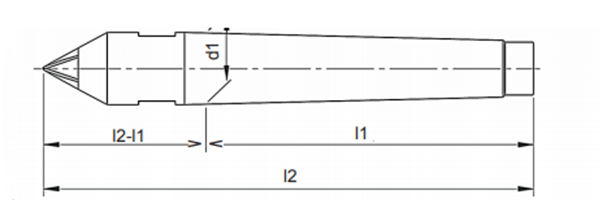
Full Center |
12.2 |
7 |
53.5 |
80 |
26.5 |
|||
|
18 |
7 |
64 |
100 |
36 |
||||
|
24.1 |
11 |
81 |
125 |
44 |
||||
|
34.6 |
14 |
102.5 |
160 |
57.5 |
||||
|
44.7 |
15.8 |
129.5 |
200 |
70.5 |
|
Type |
D2 |
D4 |
H1 |
L3 |
thread |
L1 |
L2 |
L2-l1 |
|
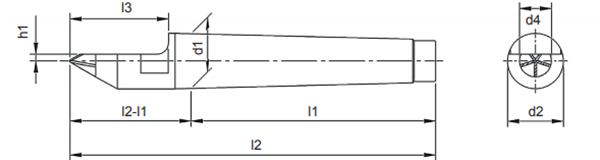
Half Center |
12.2 |
7 |
1.5 | 22 |
53.5 |
80 |
26.5 |
|
|
18 |
7 |
2 | 30 |
64 |
100 |
36 |
||
|
24.1 |
11 |
3 | 38 |
81 |
125 |
44 |
||
|
34.6 |
14 |
5 | 50 |
102.5 |
160 |
57.5 |
||
|
44.7 |
15.8 |
7 | 63 |
129.5 |
200 |
70.5 |

PCD tools need to be ground because after long-term use, the surface of the tool will accumulate cutting slag, wear and edge failure, resulting in a decrease in cutting performance. Grinding can restore the sharpness and geometry of the tool, extend its service life, and improve processing efficiency and quality.

Alumina ceramic has high hardness (HV1900~2100) and high brittleness (flexural strength 240~260MPa). It is a typical hard and brittle material that is difficult to machine. Its grinding processing cost is high, the efficiency is low, and the surface and subsurface after grinding Crack groups appear in the area, affecting the stability of the workpiece.Moresuperhard have rich experience in grinding ceramic materials and we can recommand suitable grinding wheels for you.Moresuperhard have development different formulations grinding wheel for different ceramics materials.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




