
1. The grinding wheel is blocked. After grinding a large number of workpieces, the grinding wheel turns black, indicating that the debris during grinding did not fall off in time and adhered to the surface of the grinding wheel. Therefore, the surface of the grinding wheel may be blocked by the grinding debris. At this time, it is necessary to use an oil stone or a dressing wheel to the diamond grinding wheel.
2. The temperature of the grinding wheel is too high. During the grinding process, the coolant is used less, and the grinding heat increases. At this time, it is necessary to increase the amount of coolant to reduce the temperature of the grinding wheel and the workpiece.
3. The feed amount is too large. The grinding wheel feed rate is large, the cutting thickness of a single abrasive grain increases, and the heat generated increases, which increases the grinding temperature and also causes the grinding wheel to turn black. It is necessary to appropriately reduce the grinding wheel feed rate.
4. The hardness of the grinding wheel itself is too high. The grinding wheel is selected to be too hard, and the blunt abrasive grains are not easy to fall off. The workpiece material is PCD. The harder the workpiece material, the softer the hardness of the grinding wheel should be selected to make the blunt abrasive particles fall off quickly, so that the grinding wheel always keeps sharp abrasive particles at work to avoid workpiece burns and debris from blocking the grinding wheel.
---EDITOR: Cindy Chhen
---POST: Doris Hu
Polyetheretherketone PEEK has excellent comprehensive properties and can replace traditional materials such as metals and ceramics in many special fields. Moresuperhard has developed targeted grinding wheel formulas for the grinding of special engineering plastics such as PEEK, mainly electroplated grinding wheels, divided into rough grinding and fine grinding.

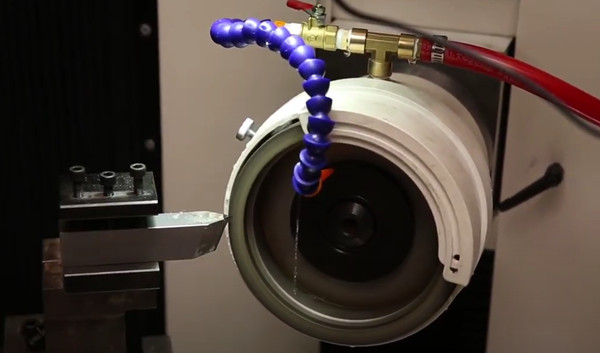
Diamond peripheral grinding wheels are used for peripheral grinding of PCD, CBN, carbide, ceramic, cermet and other indexable blades, flat blades, milling cutters, cutting blades, brazing blades, and machine clamp blades. At present, Moresuperhard peripheral grinding wheels have been successfully equipped with domestic and foreign mid-to-high-end peripheral grinding machines such as Hypertherm, Tiantong, Weize, WAIDA, EWAG, AGATHON, and WENDT, and have received unanimous praise from customers.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




