

Cylindrical grinding is defined as having four essential actions:
1. The work (object) must be constantly rotating
2. The grinding wheel must be constantly rotating
3. The grinding wheel is fed towards and away from the work
4. Either the work or the grinding wheel is traversed with respect to the other.
While the majority of cylindrical grinders employ all four movements, there are grinders that only employ three of the four actions.
There are five different types of cylindrical grinding: outside diameter (OD) grinding, inside diameter (ID) grinding, plunge grinding, creep feed grinding, and centerless grinding.
Outside diameter grinding
OD grinding is grinding occurring on external surface a of an object between the centers. The centers are end units with a point that allow the object to be rotated. The grinding wheel is also being rotated in the same direction when it comes in contact with the object. This effectively means the two surfaces will be moving opposite directions when contact is made which allows for a smoother operation and less chance of a jam up.
Inside diameter grinding
ID grinding is grinding occurring on the inside of an object. The grinding wheel is always smaller than the width of the object. The object is held in place by a collet, which also rotates the object in place. Just as with OD grinding, the grinding wheel and the object rotated in opposite directions giving reversed direction contact of the two surfaces where the grinding occurs.
Plunge grinding
A form of OD grinding, however the major difference is that the grinding wheel makes continuous contact with a single point of the object instead of traversing the object.
Creep feed grinding
Creep Feed is a form of grinding where a full depth of cut is removed in a single pass of the wheel. Successful operation of this technique can reduce manufacturing time by 50%, but often the grinding machine being used must be designed specifically for this purpose. This form occurs in both cylindrical and surface grinding.
Centerless grinding
Centerless grinding is a form of grinding where there is no collet or pair of centers holding the object in place. Instead, there is a regulating wheel positioned on the opposite side of the object to the grinding wheel. A work rest keeps the object at the appropriate height but has no bearing on its rotary speed. The workblade is angled slightly towards the regulating wheel, with the workpiece centerline above the centerlines of the regulating and grinding wheel; this means that high spots do not tend to generate corresponding opposite low spots, and hence the roundness of parts can be improved. Centerless grinding is much easier to combine with automatic loading procedures than centered grinding; throughfeed grinding, where the regulating wheel is held at a slight angle to the part so that there is a force feeding the part through the grinder, is particularly efficient.
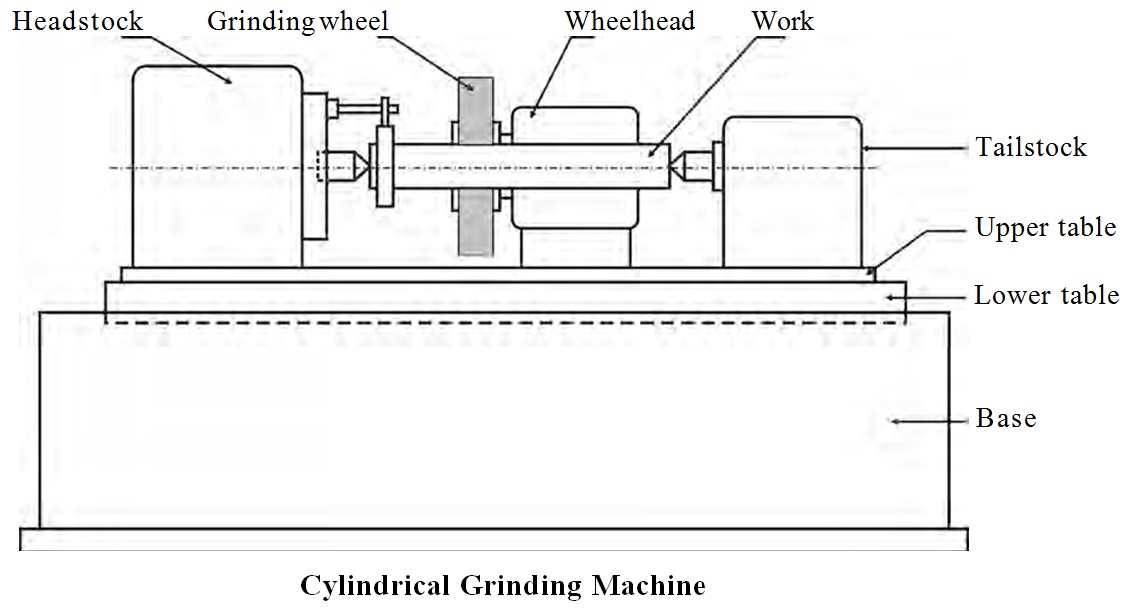
Cylindrical Grinding Machine
1.External cylindrical grinding machines
2.Internal cylindrical grinding machines
Cylindrical centre type grinders are intended primarily for grinding plain cylindrical parts.
Base – The base is made of cast iron and rests on the floor. It supports the parts mounted on. The top of the base is accurately machined and provides guideways for the table to slide on. The base contains the table driving mechanisms.
Tables – The tables are mounted on top of the base. There are two tables namely lower table and upper table. The lower table slides on the guideways on the bed. It can be moved by hand or by power within required limits.
The upper table can be swiveled upto ±10o and clamped in position. Adjustable dogs are clamped in longitudinal slots at the side of the lower table. They are set up to reverse the table at the end of the stroke.
<< Prev Article:EMO Hannover--A grand gathering of metalworking
<< Next Article:Difference between PCD Tools and CBN Tools
Advantages Of Vitrified Diamond Grinding Wheel For Pcd 1.Precision control of geometric tolerance 2.Extremely long l...
Advantages of vitrified diamond wheels for PCD and PCBN tools 1.The porous structure of the abrasive improved diamond e...


Vitrified bond diamond grinding wheels possess pretty high a...
Diamond Wheels for Peripheral Grinding of inserts, must be o...
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 15617330220