

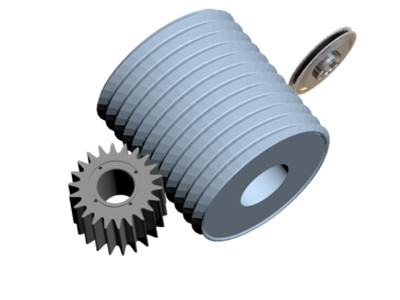
A diamond roller is a high-efficiency, long-life, low-cost grinding wheel dressing tool that uses electroplating or powder metallurgy methods to inlay a large number of diamond particles on the surface of a steel roller. It is used for special machine tools and gear grinders for mass form grinding. Rotating at a certain speed (thereby reducing the relative speed between the roller and the grinding wheel) produces grinding and rolling effects on the surface of the high-speed rotating grinding wheel, so that the grinding wheel obtains a sharp working surface that matches the roller profile.
Among them, the common HNT diamond roller can effectively replace the single crystal diamond pen for dressing the grinding wheel. Its production efficiency is greatly improved, and the surface quality and precision of the processed parts are higher.


At present, HNT diamond rotary tools are mainly used in the following industries, especially in automobiles, machine tools, measuring and cutting tools and other industries.
(1) Auto parts industry: crankshaft, valve body, piston ring, oil needle, oil needle body, ball cage universal joint, oil nozzle, oil pump, etc.
(2) Gear industry: double-piece single cone, single-piece double cone, gear tip, full tooth surface, etc.
(3) Machine tool industry: guide rails, sliders, ball screws, etc.
(4) Bearing industry: ball bearing channels, linear rail pairs, tapered bearings, column bearing channels, textile bearings, etc.
(5) Measuring and cutting tool industry: calipers, drill bits, saw blades, milling cutters for grooving and cutting, taps and threads, etc.
(6) Light industry: refrigerator compressors, bicycle center axles, etc.
(7) Hydraulic industry: plunger pump connecting rod, etc.
(8) Aerospace industry: turbine blades, blade roots, etc.
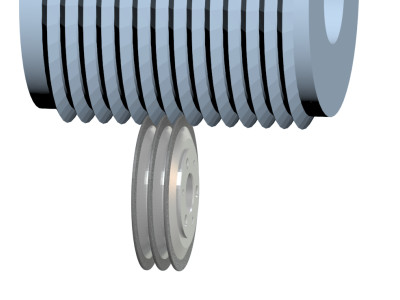
1. Diamond roller dressing grinding wheel. Under normal circumstances, the linear speed of the grinding wheel is 5-10m/s faster than the roller.
2. When the roller and the grinding wheel rotate in the same direction for dressing, the surface of the grinding wheel will be rougher, the grinding wheel will be sharp, and the margin will be reduced quickly, but the surface quality of the workpiece will become worse. When the roller and grinding wheel rotate in opposite directions for dressing, the surface of the grinding wheel will be smoother, the grinding wheel will be flat, suitable for fine grinding, and the surface quality of the workpiece will become better.
3. The greater the linear speed difference between the diamond roller and the grinding wheel, the smoother the surface of the grinding wheel. (However, there are peaks, and bigger is not necessarily better. It needs to be adjusted according to the on-site conditions)
4. The reverse rotation limit is 0 linear speed difference and synchronous extrusion.
Notics for diamond rotary dresser
(1) The diamond particle size of the diamond roller should be one size coarser than the particle size of the grinding wheel being dressed. The diamond particle size should be close to the same size and the particle shape should be approximately spherical. The commonly used particle size is 36#~100#.
(2) Usually, the linear speed direction at the contact point of the roller and the grinding wheel is in the same direction, and the ratio (qd value) of the roller linear speed to the grinding wheel linear speed is preferably +0.3~+0.7, and shall not exceed +1; during dressing, the cut-in amount of the roller is It is advisable to cut 0.5~1μm per revolution of the grinding wheel, and the total amount of grinding wheel dressing each time should be 0.02~0.04mm.
(3) The manufacturing error of the diamond roller should be less than about 1/2 of the workpiece tolerance, and the matching clearance between the roller hole and the mounting bearing is 2~4 μm.
(4) Natural or artificial diamonds can be used. Artificial diamonds must use high-strength grade diamonds, such as special diamond SCD for steel grinding or high-strength diamond SMD.
(5) When manufacturing rollers, rollers with general precision can be manufactured by external plating and sintering methods, and rollers with high precision and complex profiles should be manufactured by internal plating and grinding and trimming at the same time.

With tungsten carbide prices soaring 200%+, PCD & CBN become cost-effective alternatives. Moresuperhard provides high-quality PCD/CBN blanks, grinding wheels & grinders to help manufacturers reduce costs and improve efficiency.

More Superhard supplies domestic 8-inch CVD diamond heat sink wafers, mass-produced in February 2026, with ultra-high thermal conductivity and excellent thermal expansion matching. Widely used in semiconductor, laser, aerospace and other fields, please call the consultation hotline for details.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088



