


For the preparation of PCD tools, especially the preparation of various high-precision (dimensional tolerance up to 2um), non-standard composite PCD tools, the most critical processes include the welding, cutting and grinding of PCD tools. The welding procedure not only determines the welding strength of PCD inserts, but also affects the cutting performance of PCD cutting edge. For PCD tools with complex cutting edge shapes that cannot be sharpened, the required cutting edge can be obtained by rough cutting and fine cutting on the five-axis and five-axis CNC slow- feeding wire cut machine. For the cutting edge that needs precision machining, a small allowance can be left in high-precision cutting, and the size requirements can be achieved through another precision grinding.
1.The welding of PCD tools

For the preparation of PCD tools, the welding of PCD composite blanks with cemented carbide or steel matrix is very important. The welding methods of PCD mainly include laser welding, vacuum diffusion welding, vacuum brazing and high frequency induction brazing. The brazing process of PCD composite blanks is one of the key technologies that restrict the promotion and application of PCD tool. As is known to all, the brazing process of hard alloy is mostly high-temperature brazing (brazing temperature is about 1000°), while the low-temperature brazing process must be adopted for PCD composite blanks, otherwise it will cause thermal damage to PCD composite blanks and affect its cutting performance. However, the joint strength of low temperature brazing is usually low, which makes it easy to dissolder during the cutting tool processing. At present, many tool manufacturers in China are troubled by the problem of PCD tool welding heat damage and off welding. Many researchers have also conducted in-depth research on this issue. In the study on the high-frequency induction brazing technology of PCD composite blanks, it was found that the welding temperature had the greatest influence on the welding strength when the PCD composite plates were brazed by high-frequency induction brazing. Through the study of thermal stability of PCD composite blanks, the safety degree of brazing was determined: when brazing SYNDITE PCD composite plates in air atmosphere, the safety temperature of CTB002 should be lower than 650°C, CTB010 should be lower than 670°C, and CTB025 should be lower than 720°C. In addition, when brazing PCD composite plates, WC base carbide with high cobalt content (i.e., K class cemented carbide) should be preferred, which is conducive to improving the brazing strength

At present, PCD tool manufacturers at home and abroad mostly choose high frequency welding process. The most important technical parameters of the process include welding temperature, welding time, insulation environment and insulation time. Welding temperature has a direct impact on the internal structure of PCD cutting edge. If the welding temperature is too high, PCD cutting edge will be carbonized, affecting its cutting performance. If the welding temperature is too low, it will cause weak welding, affecting the strength of the joint. Welding time refers to the time to maintain the welding temperature. If the holding time is not enough, it will be difficult for the flux to melt fully and evenly, which will also cause the phenomenon of unstable welding. If the holding time is too long, the PCD cutting edge will be under high temperature for a long time and affect its cutting performance. If the welded PCD cutter is cooled in the air, the welding will be unstable due to the excessive thermal stress between THE PCD and the cutter body, and even cracks will appear on the PCD cutter in severe cases. Therefore, it is better to put the welded cutter into a vacuum or inert gas medium with a certain temperature to hold for a certain time and cool it slowly.
2.The Cutting of PCD Tools
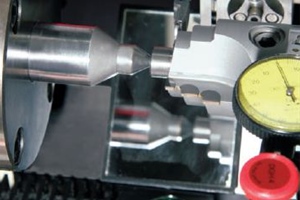
PCD tools (especially all kinds of high-precision and non-standard composite PCD tools) need to be cut on the CNC five-axis synchronous slow-feeding cutting machine. In Germany, for example, VOLLMER company QWD series EDM machine (e.g., QWD760), for all kinds of curve cutting edge of PCD cutting tool, the adoption of advanced numerical control system, an input program can cut out the ladder cutting tool, the curve of the cutter blade, back, in line, such as geometry, and machining accuracy are high degree of automation, processing of multitool jitter error can be controlled within 0.001 mm, tool surface roughness can reach Ra0.4 um, is particularly suited to take step drill, milling cutter, saw blade handle such as multitool machining. The disadvantage is that the roughness of the cutting surface is not as good as that of the grinding surface. The principle of electric etching grinding method is to form positive and negative electrodes between PCD tool and electric molybdenum wire, and to achieve the effect of etching PCD by discharging between positive and negative electrodes. The removal efficiency of PCD by electroerosion grinding method depends on the gap between molybdenum wire and PCD blade, feeding speed, voltage and current, etc. The dimension accuracy of this method is generally 0.01, and the surface roughness is about RA0.25um. In addition, when the PCD tool is used for linear cutting, the steel matrix and PCD composite sheet should be avoided as far as possible to ensure the machining quality of PCD cutting edge.

3.The Grinding of PCD Tools
The grinding of PCD tools is divided into cylindrical grinding and chamfer grinding. The machine tools used are cylindrical grinding machines (such as Swiss STUDER series grinding machines) and multi-axis hand tool grinding machines (such as RS series tool grinding machines of Swiss EWAG company). When grinding PCD tools, compared with resin bond diamond wheel or metal bond diamond wheel, using vitrified bond diamond wheel has advantages of high grinding efficiency, high durability and low processing cost. The grit, concentration and bonding agent of diamond grinding wheel have a great influence on the grinding quality and efficiency of PCD tool. For example, the grinding surface roughness can be lower by using grinding wheel with smaller grain size. The influence rule of grinding wheel rotation speed on surface roughness is as follows: the surface roughness value is larger when the rotation speed is high or low, while the surface quality is better when the rotation speed is at an optimal value of the middle level. The effect of grinding pressure on the surface roughness is just the opposite: when the grinding pressure is in the middle level, the surface roughness value is the largest, while when the grinding pressure is higher (such as 5.5PA) and lower (such as 2.5pa), the corresponding surface roughness has almost no difference, which is different from the traditional grinding rule. Generally speaking, on the premise that the machining quality can be satisfied, the grinding wheel with a larger grain size should be selected as far as possible (the grain size of the coarse grinding wheel can be 22um, that of the semi-fine grinding wheel can be 15um, that of the fine grinding wheel can be 9um). At present, TYROLIT’s diamond wheel has good machining effect, because its diamond abrasive particles are arranged in an ordered way, and the grinding removal rate (PCD volume of grinding removed per minute) is 20 to 30 times that of the grinding wheel with disordered abrasive arrangement. However, its cutting edge grinding cost is relatively high. If you want to save cost and get better grinding effect, you can choose MORESUPERHARD diamond wheels, which can solve all these problems and can get superior edge quality. The grinding of PCD tools also has strict requirements on grinding pressure, coolant, etc. The best speed for PCD tool grinding should be 2500r/min(grinding wheel diameter 150mm). The coolant concentration is 4%, the grinding pressure is 150N, and the surface roughness of the PCD tool can reach RA0.012um. Due to the high price of Swiss STUDER cylindrical grinders (such as Model S20) and Swiss EWAGRS series multi-spindle manual tool grinders (such as model RS15) (the price per unit is around 2 million YUAN), many PCD tool manufacturers (especially domestic enterprises) are not equipped with such critical equipment. Even with this kind of equipment, skilled and experienced operators still need to use the right diamond wheel and grinding parameters carefully processing, in order to produce precision up to micron level PCD tools.
If you want to get a whole and one -stop solution of the welding, cutting and grinding of PCD tools, you can contact us. Moresuperhard provides private custom PCD grinding service and solution. Our production covered PCD grinding wheels, PCD/PCBN cutting blanks, PCD & PCBN grinding machine, laser cutting machine, EDM machine, high frequency induction brazing machine and vacuum brazing machine, moreover, we also provide dressing solutions of our diamond grinding wheels.
Moresuperhard single-crystal diamond heat sinks offer ultra-high thermal conductivity (>2000 W/m·K), excellent electrical insulation, and a lightweight design, making them ideal for 5G, high-performance computing, RF power devices, semiconductor lasers, and aerospace applications.

Discover the key to optimizing single-crystal diamond tool performance with the right crystal face selection. Learn about (100) and (110) faces, their applications in precision machining, metal cutting, and semiconductor processing.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088



