
PCD tools generally refer to polycrystalline diamond tools. The use of PCD compact is made of natural or synthetic diamond powder and binder (containing cobalt, nickel and other metal) in a certain proportion in the high temperature (1000 ~ 2000 ℃) and high pressure (5 ~ 100000 atmospheres) under sintering, it both has the high hardness, high wear resistance of PCD, and with good strength and toughness of cemented carbide.
The tool has the characteristics of high hardness, high thermal conductivity, low thermal expansion coefficient, high elastic modulus and low friction coefficient.

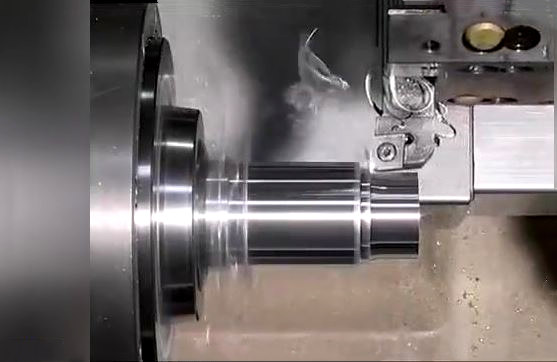
Advantages of aluminum processing with PCD tool:
The hardness of PCD can reach 8000HV (80~120 times of cemented carbide) and wear resistance is very good.
The thermal conductivity of PCD is 700W/MK (1.5 ~ 9 times of cemented carbide), good heat transfer performance greatly extends the tool life.
The friction coefficient of PCD is generally only 0.1 to 0.3, much lower than that of cemented carbide, which can significantly reduce the cutting force and prolong the tool life.
PCD has small thermal expansion coefficient, small thermal deformation of the tool, high machining accuracy and high surface quality of the workpiece.
PCD tool surface and non-ferrous metal and non-metal materials affinity is small, so it is not easy to produce nodules.
PCD tool elastic modulus is large, not easy to break, cutting edge blunt circle radius value can be ground very small, can keep the cutting edge sharp for a long time.PCD tool can process aluminum alloy materials at a very high speed, tool life can reach thousands to tens of thousands of pieces. It is especially suitable for batch production of high speed and large processing amount cutting (3C digital, automobile industry, aerospace field), such as processing digital product shell, automobile piston, automobile hub, roller ring and so on.
How to select PCD tool?
Generally speaking, the larger the PCD size, the stronger the tool wear resistance.
Usually finishing or super finishing, the selection of fine particle PCD, and coarse particle PCD tool selection.
Tool manufacturers often recommend the use of fine particle PCD grades for silicon-free and low-silicon aluminum alloys and the use of coarse-particle PCD grades for high-silicon aluminum alloys for the same reason.
PCD tool processing surface quality in addition to see the granularity of the tool, also mainly depends on the quality of the cutting edge of the tool, so the quality of PCD tool must be better.
PCD cutting edge common processing methods generally have two kinds, one is through the way of slow-feeding wire cutting processing, this way of processing cost is low, but the quality of the edge is general. And the other is through laser to rough machining, the cost is slightly higher, but the quality of the edge is much better than slow-feeding wire cutting processing. There is another is to use laser rough machining and then grinding to finish, the edge quality is best.
---EDOTPR: Doris Hu
---POST: Doris Hu

Professional PCD and PCBN tool grinding solutions with custom diamond grinding wheels and standardized processes. Eliminate graphitization & edge chipping for high-precision super-hard tool processing.

Moresuperhard supplies full coarse & fine grain PCD wire drawing die blanks (3μm/5μm/10μm/25μm). Ideal for micro wire, copper cable, steel cord, stainless steel drawing, long service life & high finish.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




