

Abstract: Based on the repair test of MAPAL reamer guide strip, this article discusses the theory and practice of grinding superhard material guide tools, which has guiding significance in the grinding process of imported high-value tools.
Superhard tools are mainly made of diamond and cubic boron nitride. Among them, synthetic diamond composite (PCD) tools and cubic boron nitride (PCBN) tools are dominant. Superhard tools have the characteristics of high work efficiency, long service life and good processing quality, and are recognized internationally as one of the most promising tool materials for improving productivity. There are many types of tools, including turning tools, milling cutters, boring cutters, drills, taps, planers and reamers, etc. Various types of tool manufacturers are also different, including MAPAL, WALTER, SECO and OSG, etc. The reaming process uses MAPAL imported tools, which are advanced in design and expensive. After the tool is used, if it is no longer repaired, it will cause a very large waste and increase the manufacturing cost.
1. Super hard tool structure
This article takes the reamer as an example to introduce the superhard tool structure, as shown in Figure 1.
2. Current status of tools used
The three types of reamers currently used in MAPAL factory are mainly Φ11mm short reamer, Φ9mm reamer and Φ11mm long reamer, which are mainly used in processing centers manufactured by Toyota and special machines manufactured by Dalian Machine Tool Plant, as shown in Figure 2. The processed products mainly include two-valve cylinder heads and four-valve cylinder heads. The specifications and models are shown in Table 1.

|
Current situation of tool use |
||||
|
No. |
Cutting tools |
Specifications |
Factory |
Price/RMB |
|
1 |
Reamer |
4-27215-165849 |
MAPAL |
20459 |
|
2 |
Reamer |
9-27915-15415 |
MAPAL |
20403 |
|
3 |
Reamer |
9-27915-15416 |
MAPAL |
19487 |
types of reamers are currently in use.
Φ11mm short reamer is mainly used in machining centers to process two-valve cylinder heads (see Figure 3); Φ9mm reamer is mainly used to process four-valve cylinder heads (see Figure 4); Φ11mm long hinges The knife is mainly used on special machines to process two-valve cylinder heads (see Figure 5).
3. Guide strip repair process
The repair process of the guide bar is carried out according to the processing technology standard (process card), and the protection measures should be paid attention to during the processing.
(1) The fitter process. The fitter process is mainly to remove the guide bar and the compression screw after receiving the repair reamer. During this process, pay attention to protecting the threads of the compression screw groove, as shown in Figure 6, to prevent the guide from being burned out at high frequency in the next step The welding slag destroys the thread during the stripping process. Press the screw and the pressing block to compress the blade, remove the screw and the pressing block during high-frequency welding, and plug the threaded bottom hole with small paper scraps to prevent welding slag from entering. After welding, tap the thread with a tap to ensure The compression screw is easy to install.


The CBN composite sheets used to repair the guide bar of the reamer are discs of φ58mm×2.0mm and φ58mm×3.2mm, imported materials purchased from Shanghai blue-collar manufacturers, as shown in Table 2.
|
PCD and CBN cutter for Guide strip grinding |
||||
|
No. |
Name |
Specifications |
Quantity |
Remarks |
|
1 |
CBN cutter |
φ58mm*2.0mm |
2Pcs |
Import |
|
2 |
PCD cutter |
φ58mm*3.2mm |
2Pcs |
Import |
|
3 |
PCD cutter |
φ74mm*2.8mm
(grit 25μm) |
1Pcs |
Import |
(3) Sharpening process. The tool and die workshop uses the PCD blade welding process when repairing the German MAPAL reamer guide strip used in the No. 1 plant. The blade thickness is required to be 1mm, but the thickness of the purchased blade is 3.5mm. This requires that the purchased blade be placed on the universal tool grinder. Grind up to 1mm. When grinding PCD blades, stick the blades on the grinding plate and grind them with the side of a diamond bowl wheel. However, because of the long processing time and low grinding efficiency, the lead time cannot be met. The time survey table for each step of the sharpening process is shown in Table 3.
|
Questionnaire for each step and time of the sharpening process |
||||
|
No. |
Step |
Time/s |
Percentage/% |
Cumulative percentage |
|
1 |
Grinding |
20 |
57.1 |
57.1 |
|
2 |
Card mount |
5 |
14.3 |
71.4 |
|
3 |
Straighten |
4 |
11.4 |
82.8 |
|
4 |
Measure |
2.5 |
7.1 |
89.9 |
|
5 |
Special inspection |
1 |
2.9 |
92.8 |
|
6 |
Tooling |
1 |
2.9 |
95.7 |
|
7 |
Dressing the wheel |
1 |
2.9 |
98.6 |
|
8 |
Install the wheel |
0.5 |
1.4 |
100 |
|
Total |
|
35 |
100 |
|
Originally, glue was used to bond the composite sheet to the ground square iron during grinding (see Figure 8). This method has the following disadvantages: ① Because the force of the glue is not strong enough, the feed cannot be large, otherwise it will Make the composite sheet fly out. ② Grinding cannot be continued, otherwise, as the temperature becomes higher, the glue will lose its viscosity and cause the composite sheet to fall off. ③When measuring, use a dial indicator to measure the thickness difference between the square iron and the composite sheet, and calculate the thickness of the composite sheet. The measurement is inconspicuous and unintuitive.

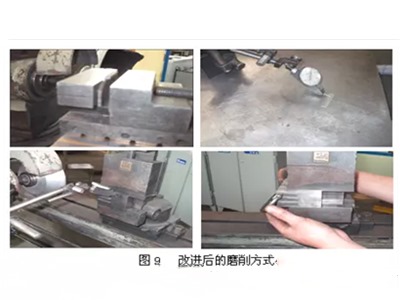
After the improvement, the composite sheet is clamped with precision pliers and ground with a disc-shaped grinding wheel, which can achieve large feed and continuous grinding. The comparison measurement of the meter block improves the measurement efficiency and accuracy, as shown in Figure 9. Show.
(4) High frequency welding process. The welding of PCD and other composite sheets requires silver soldering pieces. There are many specifications of silver soldering pieces. The following is a part of the introduction: DHAg-35B Melting temperature: 607°~702°, suitable for heat exchanger welding. DHAg-30B Melting temperature: 677°~766°, the melting point is slightly higher, the joint has good toughness, and can be brazed for copper, copper alloy and steel materials. DHAg-25B Melting temperature: 700°~800°A low-cost cadmium-free solder, good wettability and filling ability, but high melting point, can braze copper, copper alloy, steel and other materials. Through consultation and verification, the appropriate silver solder sheet and silver flux were selected. The parameters are shown in Table 4. In addition, the temperature of the composite sheet cannot exceed 700° during welding.
|
Silver solder for Guide strip grinding |
||||
|
No. |
Name |
Specifications |
Quantity |
Factory |
|
1 |
Silver solder blade |
DHag-50 |
1kg |
Shanghai |
|
2 |
Silver solder |
Qj305 |
1kg |
Shanghai |
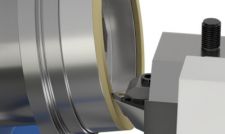
(5) External grinding process. When grinding the guide bar in the external grinding process, due to the high hardness of the guide bar, the diamond grinding wheel used for grinding cemented carbide cannot be ground, and the vitrified bond diamond grinding wheel must be used (see Figure 10). For this purpose, a customized grinding wheel is purchased (See Table 5).
|
diamond grinding wheel for Guide strip grinding |
||||
|
No. |
Name |
Specifications |
Quantity |
Remark |
|
1 |
Vitrified diamond grinding wheel |
EA1 φ400mm-40mm
203-6 W20 100% |
1Pcs
|
Import |

4. how to sharpen or cylindrical grind PCD reamers?
MoreSuperhard vitrified cylindrical diamond wheel is used for grinding PCD reamer. It enjoys high grinding power, long working life and good surface quality.
Grinding PCD reamer with the OD of the vitrifed diamond wheel . You may want to experiment with the sharpening first , as this is the area you will be grinding off to make the pilot anyway . For a straight reamer it's often enough to grind the reamer to size. Grind a slight back taper (about .001 over an inch) to prevent the reamer from sticking. If the margin (circular lands) gets too large you can relieve the edge, leaving a margin about .004. If you reduce the diameter too much you may have to resharpen the chamfered cutting edges.


Moresuperhard is a diamond grinding wheel supplier from China.Moresuperhard provide quality vitrified diamond grinding wheel for grinding PCD inserts,PCD reamers,PCD drilling bits,PCD reamers,PCD milling tools and other grinding servies.
More PCD reamers grinding and regrinding solutions,please contact us freely.
PCD tools offer excellent hardness and wear resistance for machining difficult materials, but grinding them poses unique challenges. This article explores common issues such as chipping, high surface roughness, dimensional deviations, burning, and grinding wheel wear. Learn practical solutions to optimize grinding parameters, wheel selection, and machine accuracy to improve tool life and reduce costs.

Discover how our 3A1 ceramic diamond wheel helped a client achieve ultra-precise PCD reamer grinding. Learn how adjusting bond hardness and grit size resolved issues with carbide shank grinding for better edge quality and stability.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088



