
Flank wear
1.Rapid wear results in poor or out-of-tolerance surface quality
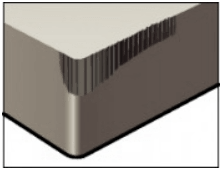
Reason:
Excessive cutting speed
Insufficient wear resistance
Feeding too low
Solution:
Reduce cutting speed (VC)
Choose materials with higher wear resistance
Raise the feed (fz)
2. Excessive wear leads to short tool life
.png)
Reason:
Vibration
Chip recutting
Burrs form on parts
Surface poor quality
generate heat
Solution:
Raise feed (FZ)
Adopt suitable milling
Use compressed air for effective chip removal
Check the recommended cutting parameters
Reason:
Tool run out
Vibration
Short tool life
Surface poor quality
loud noise
Solution:
Reduce the runout amount to less than 0.02mm
Check collet and collet
Minimize tool overhang
Use fewer teeth for cutting
Choose a larger tool diameter
For solid carbide end mills and replaceable head mills, select groove types with larger helical Angle (GP ≥45°)
Divide axial depth (AP) into multiple cutting knives
Reduced feed (FZ)
Improve tool and workpiece clamping
Crater wear
Excessive wear results in reduced cutting edge strength. A broken cutting edge results in poor surface quality
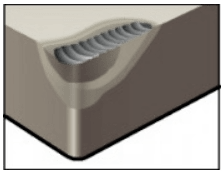
Reason:
The cutting temperature of the front blade surface is too high, which leads to diffusion wear
Solution:
Choose the alumina coating material
Choose the groove shape of front Angle blade
Lower the speed to get a lower temperature, and then lower the feed
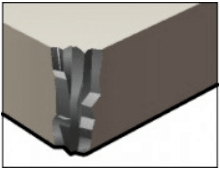
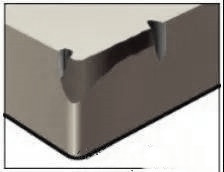
Tipping
The part of the cutting edge that is not involved in the cutting is damaged by a chip hammer. The front and support surfaces of the blade are damaged, resulting in poor surface texture and excessive wear of the rear blade surface
Reason:
The chip is compressed under the action of the cutting edge
Solution:
Choose a brand with higher toughness
Choose a blade with a stronger cutting edge
Improve cutting speed VC
Select the front Angle groove
Reduce feed at the beginning of cutting
Improve Dimensional Stability
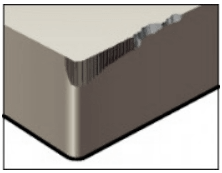
Groove wear
Trench wear results in poor surface quality and cutting edge fracture risk
Reason:
Work hardening material
Epidermis and oxide skin
Solution:
Reduced cutting speed (VC)
Choose a brand with higher toughness
Use a stronger groove
Use a cutting Angle closer to 45°
Use a round blade to ensure best results
Delay wear using variable AP technology
Built-up edge
The filamentous tumor results in poor surface quality and breaks the cutting edge when detached
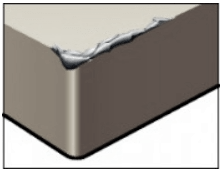
Reason:
The cutting area is too cold
Materials such as mild carbon steel, stainless steel, and aluminum are highly viscous
Solution:
Increase cutting speed
Switch to a more suitable blade groove
Diamond wafers have great potential in high-end fields such as quantum computing, microwave power devices, and semiconductor lasers due to their ultra-high hardness, excellent thermal conductivity, and wide bandgap properties.

Discover how our ceramic diamond grinding wheels enhance efficiency and precision in PCD chrome-plated workpiece machining. With optimized grinding processes, extended tool life, and improved surface finish, our solutions help manufacturers achieve higher productivity and lower costs.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




