Cutting
Home / Cutting / Tool Blanks / PCD / MCD / CVD Blanks > PCBN Cutting Tool Blanks

Home / Cutting / Tool Blanks / PCD / MCD / CVD Blanks > PCBN Cutting Tool Blanks






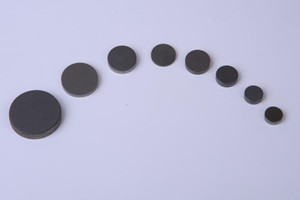
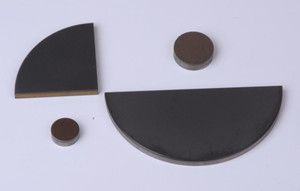
The standard shape of MORE® PCBN Cutting Tool Blanks is round. Other shapes, such as segment, rectangle, triangle, square, semi-circle and so on, can also be customized per customers requirements.
our PCBN is widely used in processing of cast iron, hardened steel, powder metallurgy materials and Ni-Co heat-resistant alloy materials,
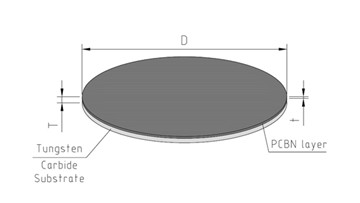
PCBN blanks for cutting tools is a kind of compound ultra hard material sintered by polycrystalline CBN and carbide alloy under the condition of ultra-high pressure and high temperature.
characteristic :
1.hardness,wear-resistance and thermal stability of CBN
2.impact resistance toughness of carbide alloy
3.fast cutting and high precision
Application:
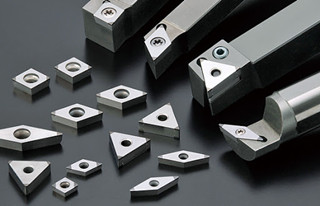
Moresuperhard PCBN is ideal ideal material for cutting processing of ferrous metal and nonferrous metal with high hardness, such as harden steel, pearlitic gray cast iron, high temperature alloy, high-speed steel, hard facing alloys, Ni-Cr alloy, powder metallurgy metals. PCBN is typically used to machine brake discs, engine blocks, engine cylinder liners, brake drums, flywheels, valve seats and guides, gears, mold and die parts, etc.
Guidance of application
|
Material |
Material hardness |
Recommended Model |
Cutting speed V |
Feeding speed f |
Cutting depth |
|
|
(m/min) |
(mm/rev) |
(mm) |
||||
|
Cast iron |
Grey iron |
|
MBN91/90 |
600-1000 |
0.1-0.5 |
0.2-1.5 |
|
Alloy iron |
HRC59 |
MBN60/80 |
300-800 |
0.1-0.5 |
0.2-1.5 |
|
|
Ductile Iron |
>HB200 |
MBN60 |
100-500 |
0.1-0.4 |
0.1-0.5 |
|
|
Hardened steel |
Tool steel |
HRC60 |
MBN70 |
100-200 |
0.02-0.2 |
0.1-0.5 |
|
High-speed steel |
HRC63 |
MBN350 |
80-160 |
0.02-0.2 |
0.1-0.5 |
|
|
Bearing steel |
HRC60 |
MBN350 |
120-240 |
0.02-0.2 |
0.1-0.5 |
|
|
Powder metallurgy material |
Heat-resistant sintered alloy steel |
HRC45 |
MBN90 |
80-200 |
0.03-0.2 |
0.1-1.0 |
|
Iron-based sintered alloy |
HRC35 |
MBN90 |
100-200 |
0.03-0.2 |
0.1-1.0 |
|
|
Super-alloy |
Co-based |
HRC35 |
MBN91 |
50-100 |
0.05-0.2 |
0.1-1.0 |
|
Ni-based |
HRC36 |
MBN91 |
120-150 |
0.05-0.2 |
0.1-1.0 |
|
|
Iron-based |
HRC37 |
MBN91 |
130-150 |
0.05-0.2 |
0.0-1.0 |
|
|
Carbide |
Carbide |
|
MBN60 |
50-120 |
0.02-0.2 |
0.1-1.5 |
|
Item No.
|
Temperature Allowed
(℃) |
Wear-resistance
(SiC wheel) |
Bending Strength (Mpa) |
Vickers Hardness
(Hv) |
Electrical Conductivity |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
MBN 90 |
1100 |
4200 |
1100 |
3100 |
Excellent |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
MBN 91 |
1100 |
4800 |
1100 |
3600 |
Good |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
MBN 80 |
1100 |
3900 |
1000 |
2700 |
Good |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
MBN 70 |
1200 |
3500 |
900 |
2800 |
Excellent |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
MBN 60 |
1200 |
3200 |
900 |
2800 |
Excellent |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
MBN350 |
1200 |
3000 |
800 |
2600 |
Excellent |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Note: customer specification available. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Specifications
Product Measurement
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
You are our number one priority. We have tools available to assist in your product inquiries and general questions.

The finer the grinding wheel particle size, the smaller the cutting edge chipping, and the lower the grinding efficiency. For this reason, the PCD cutting tool sharpening process can be divided into three processing stages: coarse, fine, and fine according to the accuracy of the cutting edge of the tool, its purpose (see Table 1) or its failure degree (see Table 2). Formulating a reasonable sharpening process according to specific conditions can greatly improve processing efficiency.
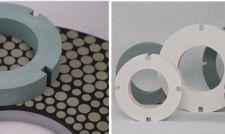
MORESUPERHARD can not only provide you with efficient double surface fine grinding solutions, but also provide you with dressing solutions matching your double side grinding machine !
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088